場所

場所
「常在戦場」(じょうざいせんじょう)な日曜日!!!ですね。
「あなた」は、いかがお過ごしでしょうか?
緊急事態宣言も緩和されて、時間の制限はあれど、店の営業や出歩く人も、チラホラと見受けられますね(∩´∀`)∩
色々な「場所」に行きたい気分ではありますが、あともう少し我慢して、その時を待ちましょう(^_-)-☆
★★~~~~~~~~~~~★★★~~~~~~~~~~~★★
写真は手話で「場所」です。
右手の指を伸ばして少し曲げ、体の前に出して下ろす事で表現します。
右手で空間を、前に出して下ろす事で地上を表しています。
★★~~~~~~~~~~~★★★~~~~~~~~~~~★★
「余所の花はよく見える」(よそのはなはよくみえる)と申します。
私(松本 日出治)は、出掛けない事は苦になりませんが、用事で出掛ける時に制限されるのが困りますね(^▽^;)
それも自分の身を守る為。
今は、解禁された時に行きたい「場所」を思い描いて、候補を考えるのも良いかもしれません(*´ω`*)
(/ω\)ヾ(@⌒ー⌒@)ノ(^.^)/~~~(^。^)y-.。o○(^v^)
次回は前回の続きと相成ります(^◇^)
お楽しみに\(^o^)/
タングステン
前回「アメノウズメ。万能の溶着。鍛冶屋の習得技術。「タングステン」中前編」で紹介した「タングステンタッチ」は、「タングステン」を著しく消耗させます。
具体的には、「タングステン」が母材に溶着して、取り外す際に無理な力が掛かり、最悪の場合は「タングステン」が折れてしまうからです。
また、消耗する事によって先端が丸くなってしまい、研ぎ直す必要が生じます。
慣れてしまえば滅多に「タングステンタッチ」を起こす事はありませんが、作業状況や無理な姿勢での「TIG溶接」作業中には、避けにくいのは確かです。
☆☆~~~~~~~~~~~★★★~~~~~~~~~~~☆☆
次回は日曜日!!!ですね。
日曜のひと時、「あなた」に手話をお届け致します(*´ω`*)
お楽しみに\(^o^)/

トーチ
前回「アメノウズメ。万能の溶着。鍛冶屋の習得技術。「タングステン」中編」で、「タングステン」の先端を「ノズル」からある程度出す事を既述致しました。
(詳しくは、上記をクリック(^_-)-☆)
「タングステン」を「ノズル」から出しますが、直接「タングステン」を母材に付ける事はありません。
「TIG溶接」は、「アーク放電」を利用した溶接方法だからです。
(「アーク放電」又は「電弧放電」は、後々記述致します。)
その為、「タングステン」が母材に付くと、「タングステンタッチ」と呼ばれる不具合となります。
次回に続きます\(^o^)/
「TIG溶接」を初めて行ってから慣れるまでは、「タングステンタッチ」は最初の関門です(*´ω`*)
トーチ
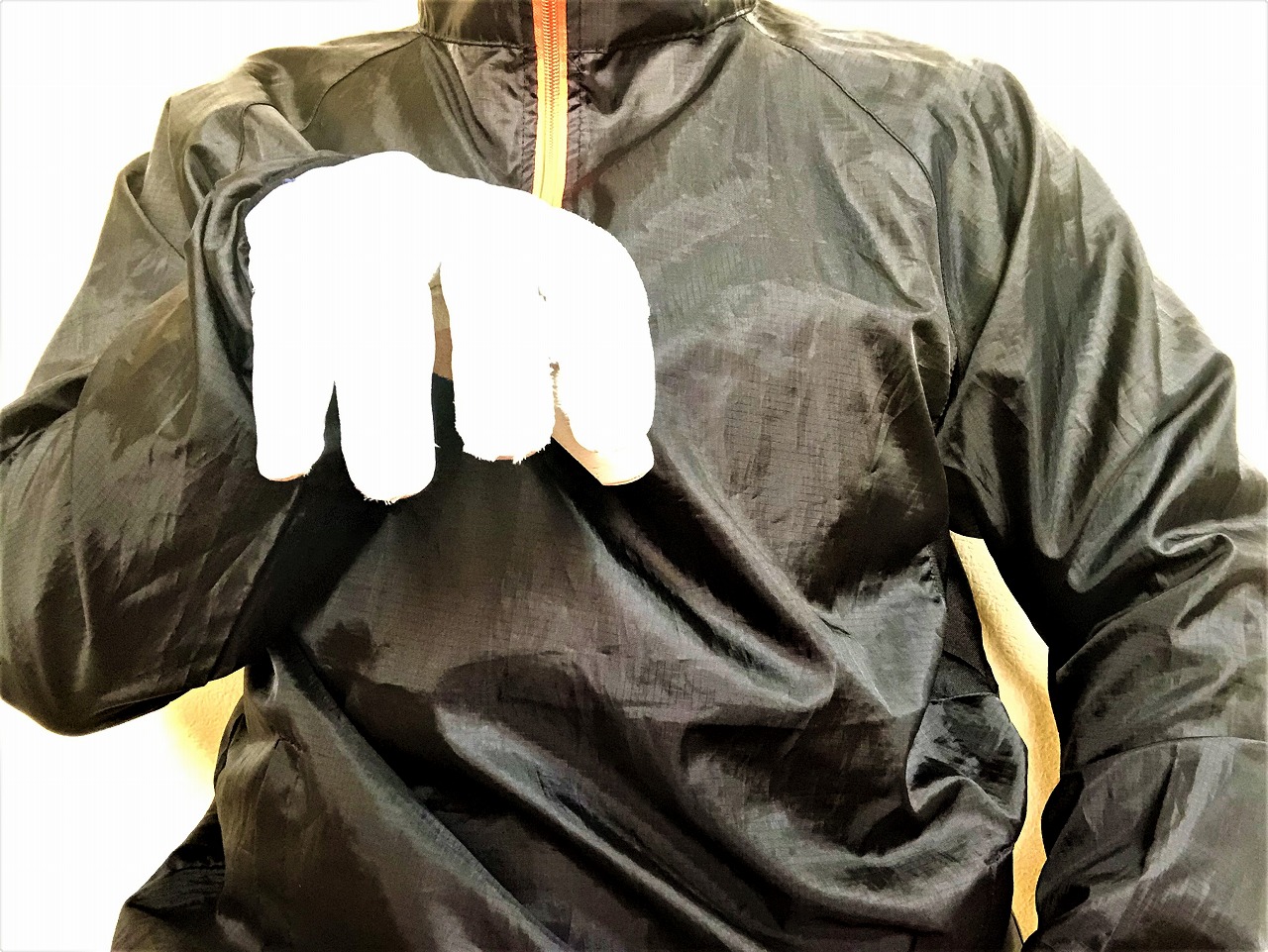
写真が「トーチ」に「タングステン」を取り付けている状態です。
(「トーチ」は、「アメノウズメ。万能の溶着。鍛冶屋の習得技術。「トーチ」全編」に詳細がございます(^_-)-☆)
「タングステン」の先端が、「ノズル」から少し出ていますね。
(「ノズル」は、「アメノウズメ。万能の溶着。鍛冶屋の習得技術。「トーチ」中編」を併せてご覧頂ければ幸いです(^_-)-☆)
通常「TIG溶接」を行う時は、「ノズル」から5mm~10mmほど、「タングステン」の先端を出して「TIG溶接」作業を行います。
それ以下だと母材から「タングステン」の先端が遠くなり、それ以上だと不活性ガスが届きにくくなる為です。
次回に続きます\(^o^)/
ただし、狭い箇所の「TIG溶接」で、「ノズル」が入らない時は、「タングステン」を上記以上に出して、不活性ガスの供給量を増やし、「TIG溶接」を行う事もあります(*´ω`*)
タングステン
下の絵が、溶接中の状態を表しています。
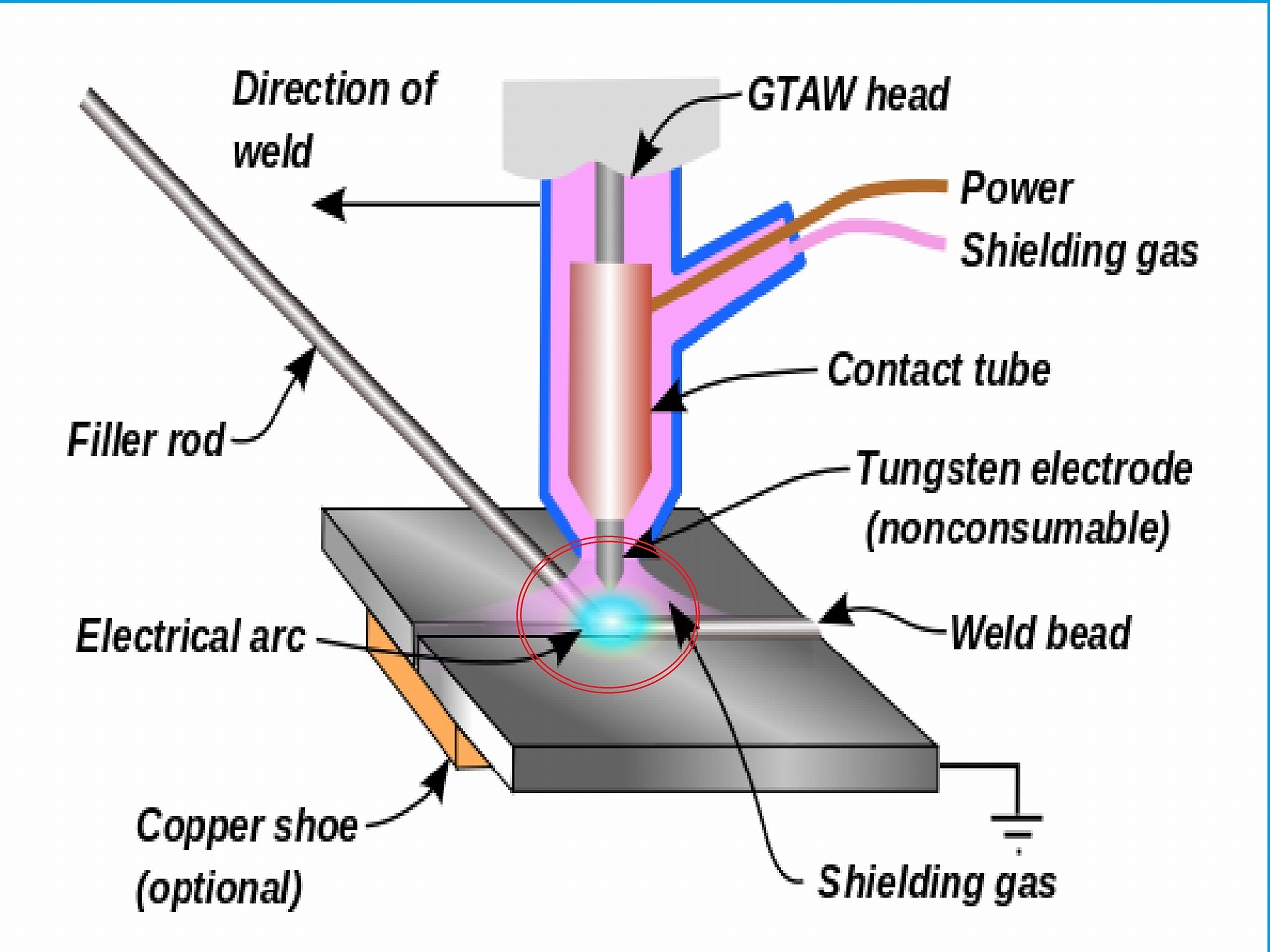
TIG溶接 詳細図
『TIG溶接』『引用 ウィキペディア日本語版 フリー百科事典』 https://ja.wikipedia.org/wiki/TIG溶接2019年10月26日 (土) 05:09
赤丸で囲まれている箇所をよく見ると、スキマが開いているのが分かりますか?
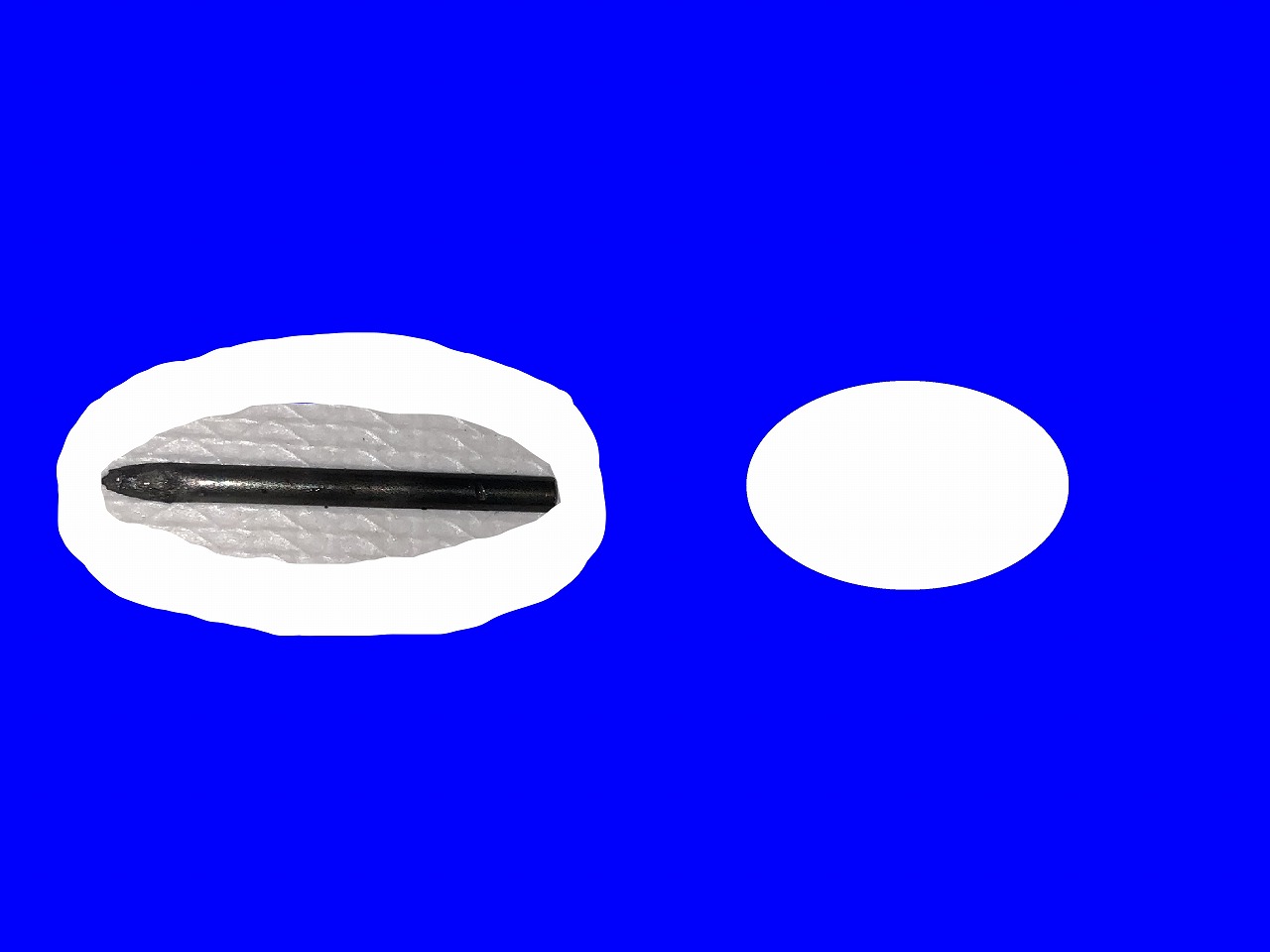
専門的な用語や細かな説明を抜きにして、簡潔に要約すると、「タングステン」と母材の間に電気が通り、熱を発した所に「溶接棒」を近付けて溶かす事で、「TIG溶接」は成り立ちます。
その際「タングステン」の先端が尖っている事で、ピンポイントで溶接個所に電気を通す事が出来ます。
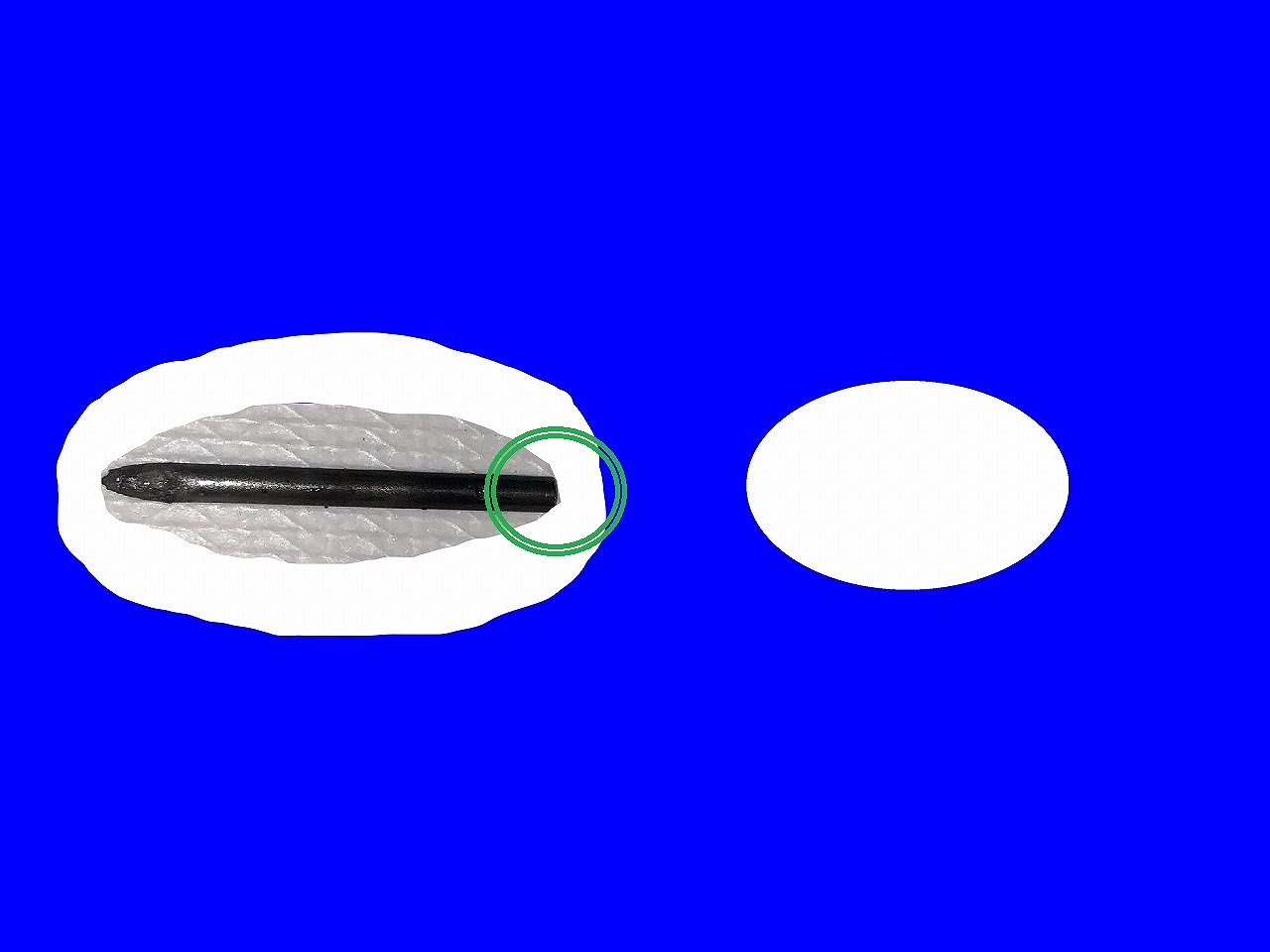
先端を尖らせずに写真の「タングステン」の緑丸の状態で溶接を行おうとすると、電気が迷走してしまい、思った通りの場所に電気を流す事が出来ません。
次回に続きます\(^o^)/
その為「タングステン」は、常に先端を尖らせた状態で使用します(*´ω`*)